
上篇谈到,可视化对于数据分析而言,是最基础但也重要的“探案”手段。一个优秀的数据分析师,可以从数据中读出很多“线索”。而所有的“线索”里,如果非要选一个最重要的,那正态分布毫无疑问就是解题最关键的一把钥匙。
为何正态分布如此常见和重要?
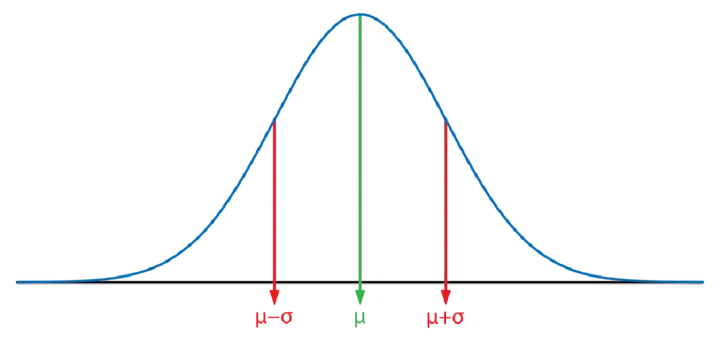
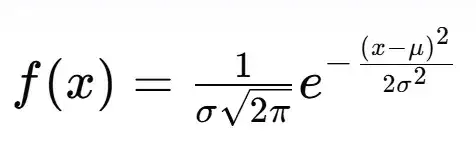
无论是大学的“概率与统计”课程,还是工业质量管理的“六西格玛”理论,都对正态分布进行了详细的讲解。正态分布也称为高斯分布,是一种在统计学中非常重要的概率分布,其概率密度函数如上图所示,呈钟形曲线,对称于均值。正态分布的特征由两个参数决定:均值(μ)和标准差(σ)。均值决定了分布的中心位置,而标准差决定了分布的宽度。正态分布的概率密度函数可以表示为:
68-95-99.7规则:在正态分布中,大约68%的数据落在均值的一个标准差范围内,大约95%的数据落在均值的两个标准差范围内,大约99.7%的数据落在均值的三个标准差范围内。
在多年跨行业的实践中,我们也充分验证了正态分布无处不在,甚至有时候原始数据的正态分布形态非常完美,连仿真模拟都很难达到如此漂亮的形态。举个例子:假设很多台设备都生产一种零件,比如螺丝;每台设备的工艺参数、人工操作、尺寸测量都存在随机噪声,造成螺丝尺寸可能会有所不同。当把所有螺丝放在一起时,你会发现它们的尺寸分布就会呈现出一种中间高、两边低的形状,这就是正态分布的钟形曲线。
工业中正态分布之所以常见,与中心极限定理(Central Limit Theorem, CLT)有关。中心极限定理是一个统计学原理,它解释了在一定条件下,大量独立随机变量的和或平均值会趋向于正态分布,即使这些变量本身并不是正态分布的。也就是说,若一个工业现场的变量(如上例的螺丝尺寸)背后,是多个随机因素共同作用的共同结果,那该随机变量的分布就会自然趋向于正态分布!
如果不满足正态分布,意味着什么?
正态分布在工业现场是如此常见和重要,基于正态分布也就衍生出许多相应的分析手段,例如大学课程和六西格玛理论都有提到的“假设检验”,例如检验螺丝尺寸的均值是否偏离了原有的正态分布。但如果某个变量的数据分布不满足正态分布,那怎么办?
回顾上篇有关功耗的例子,我们通过数据分布的发现:·占比80%的主峰,基本符合正态分布,也是接下来分析建模的重点;·其他三个次峰,对应了三个不同的“工况”:一个是另一类子产品,两个是测量异常。
正态分布的产生是多个随机因素共同作用的结果。如果在某些关键变量:例如质量检测、设备负荷等数据上,数据明显呈现双峰或多峰分布,也就意味着多半有某个、或多个与此有关的关键因子“不随机”!因此,一条重要的分析线索就浮出水面——找到与双峰和多峰分布有关的因子,就可能解决某个生产现场的异常。
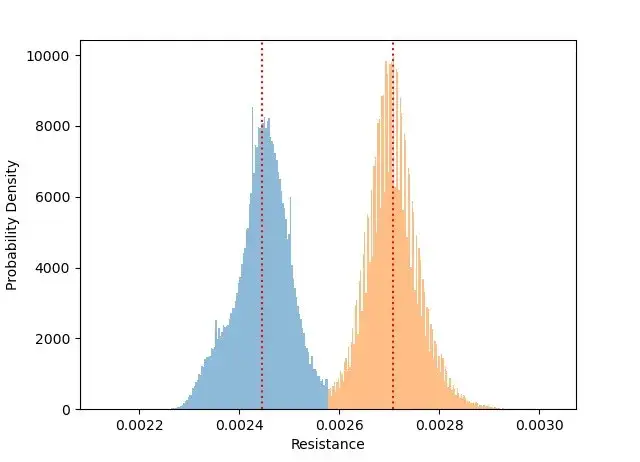
例如下图是某电路板产品的某个阻值的测量结果,很明显分成了0.0024和0.0027两个峰。熟悉六西格玛理论的可以知道,在这种情况下因为方差偏大,产品质量的CPK会明显变差!通过识别双峰的出现,并通过关联分析找到背后的原因,例如与某段工艺的某台设备有关,解决了该工艺段的设备差异性问题,该阻值恢复了单峰正态分布后,其CPK就会得到明显的改善!
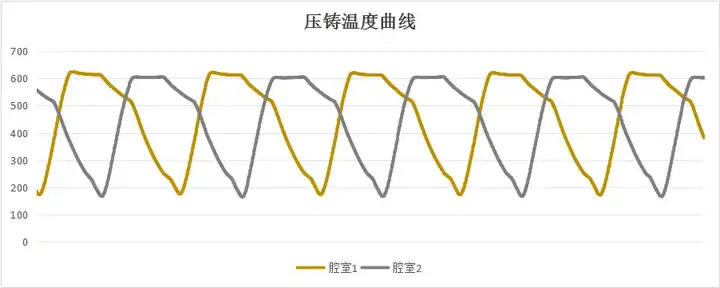
而下图是压铸机两个腔室的温度数据,温度曲线经历了“升温-稳温-降温”三个阶段,在稳温的最后时段通过模具对原料进行压铸,然后进行冷却。很自然想到,压铸前后的温度会对最终成品质量有较大关联性。
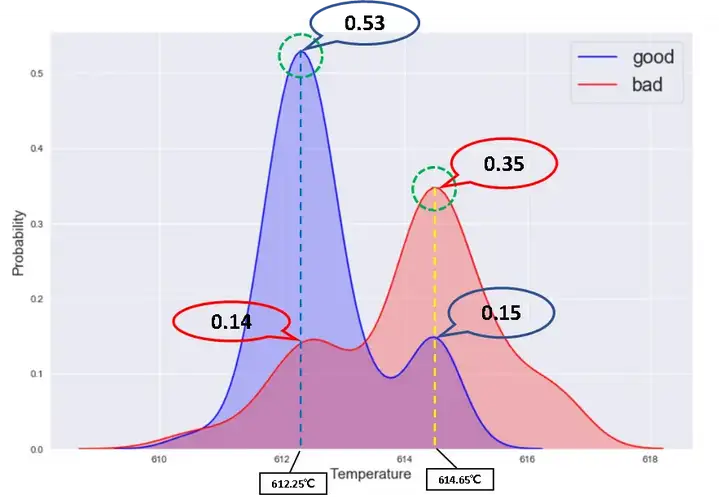
因此,通过加工“压铸时刻温度”这个特征,并将其与成品质量进行关联,可以得到下图的数据分布,从图上得知:
· 首先,当温度低于613.5度时,良品比例偏高;因此,建议现场设置613.5度作为报警温度,若压铸时刻温度超过613.5度,则良品率明显降低(该课题开展的过程中,的确发生过因为温度过高引起的批量质量事故)
· 其次,无论是良品还是不良品,都是双峰分布;且良品和不良品的双峰是重叠的,一个中心在612.25度,另一个中心在614.65度。这是一个重要的分析线索:除了温度之外背后还一定有另一个因子对于产品质量有影响!
接下来的问题是,如何猜测和分析双峰背后可能的原因。从业务逻辑和经验出发,我们可以梳理出两个潜在的下一步分析方向:
· 两个压铸腔室的温度传感器存在测量偏差,一个测量值偏高、一个测量偏低;
· 原材料存在批次间的差异,使得某一批的耐热性更好,另一批的耐热性较差。而这就将分析推向了下一个分析主题,一步步逼近问题的真相。
辛普森悖论:相关性反转
双峰或多峰问题对于接下来的分析建模所产生的影响可能是致命的,尤其是对于工业这类人造系统,背后都有强机理和强因果关系:也就是说每个数据现象,都一定有相应的因素!
定性来说,双峰或多峰的数据分布意味着其背后有至少一个关键、非随机因子的影响,它会使得原本基于正态分布假设的许多分析手法失效:例如CPK的计算失真,不能正确反映真实的产品质量情况,也不能帮助用户正确识别CPK降低的因素。严重的话,则会造成相关性反转,变量间的关系明显与机理、经验不符!
下图是一个经典的辛普森悖论的例子,横轴是每周锻炼时间,纵轴是生病概率。从经验上来说,锻炼多、身体好、生病概率应该低,所以锻炼时间和生病概率之间应该呈现负相关,但从下图可以看到其相关系数=0.33,是明显的正相关!难道是我们的日常经验错了吗?还是说,我们发现了新的科研成果?
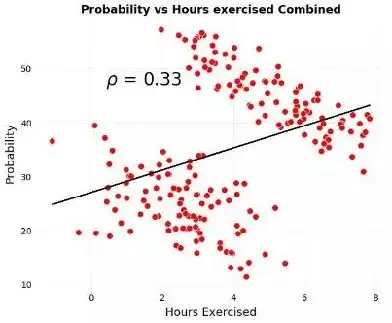
仔细点“看图说话”,我们发现数据分布呈现出明显的两个簇,也就是目前分析的两维数据呈现出了二维的双峰分布,这意味着背后应该存在着某个未知的非随机重要因子,可能影响到了“生病概率”这个目标变量。
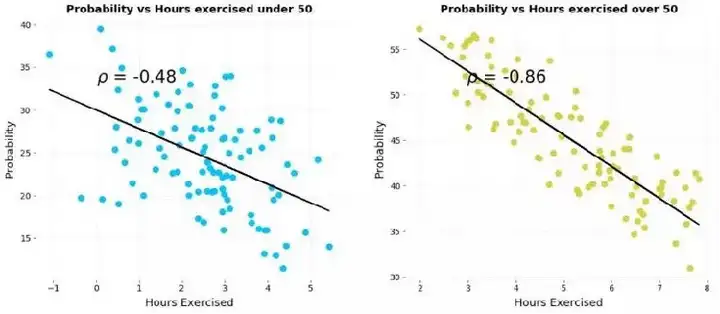
当我们将这两个簇的数据分开分析,可以看到其分别的相关性呈现出来符合经验的“负相关”!再仔细分辨后,会发现两个簇数据所对应因子是“年龄”,50岁以下(左图)和50岁以上(右图),甚至50岁以上的负相关系数是大于50岁以上的,也就意味着对于年龄大的人锻炼是更有用的!这是符合常识的分析结论。
上图的例子本身是个极端情况,也是为了让读者更清楚看到:如果没有对正态分布或多峰分布进行识别,贸然采用一些分析建模的算法,可能会带来违背常识的结果。对于工业数据分析而言,我们强调过:因为其本身物理系统是个强机理、强因果系统,如果不加分辨的强行分析建模,往往会得到两类无用的结论:
· 不用数据分析,也是业务人员已知的确定关系:俗称重新发现牛顿定律;
· 通过数据分析,得到明显不符合业务的相关性结论:俗称推翻牛顿定律。而这两类数据分析结论,对于现场业务问题都是没有帮助的;另一方面,也是损害数据分析人员和算法的信誉的。
结语
在多年实践中,由正态分布所衍生出的分析手法:如何判别双峰/多峰,如何识别双峰/多峰的产生原因等,成为了众多工业数据分析领域的必备秘籍。双峰/多峰背后的原因,往往就是解决业务问题的第一把钥匙,使用领域包括并不限于:识别发电机组的负荷,分析质量问题背后的设备差异性,设备运行或生产工艺的工况切分等。
看图说话的下篇到此结束,一个重要的思想是:从数据现象里,通过综合应用可视化手段,可以发现许多数据背后的问题,成为工业数据分析破题的关键。
最后,我们留一个思考题给读者。欢迎留言互动!
下图是某轧钢工艺的轧制力曲线,我们故意没有给出横轴和纵轴,原因是我们希望有一个通用的轧制工况识别的算法,也就是识别矩形波的区域,而忽略后续的干扰毛刺。因为该轧制工艺有多个因素影响轧制力的形态:
· 有多台轧机、多个道次,每个轧机和道次的轧制力大小和时长都不相同
· 有多类轧制的产品类型,不同产品类型的轧制力大小和时长也不同
· 有不同的钢材品类,使得其硬度和热性能也不一样
· 轧辊存在不同的工况状态,不同的直径组合,和不同时段的磨损程度
所面临的严峻问题是,在如此多、不可能穷尽的因素组合下,业务人员也无法对每个情形都去定义轧制力大小和时长的标准;那是否有相对通用的算法框架,可以适配如此复杂的情况,有效提取出轧制工况段(即矩形波区域)的数据特征?

服务
Copyright@2025昆仑智汇数据科技(苏州)有限公司 版权所有
北京市海淀区中关村东路8号东升大厦B座805AB
